V.Ryan © 2020
A leg vice can be used for this process, if large sections of steel are being formed.
| CLICK HERE FOR INDEX PAGE |
| FORGING AN EYE AND SIMPLE CURVES |
V.Ryan © 2020 |
| Forming an ‘eye’ using the ‘bick’ of the anvil, is one of the first challenges, when learning the basics of forging. Round section steel(black mild steel or wrought iron), is being used to form an eye - see below. The same procedure is followed when forging square section steel. First, work out the length of the steel required to be formed into an ‘eye’. This can be achieved by using the formula: |
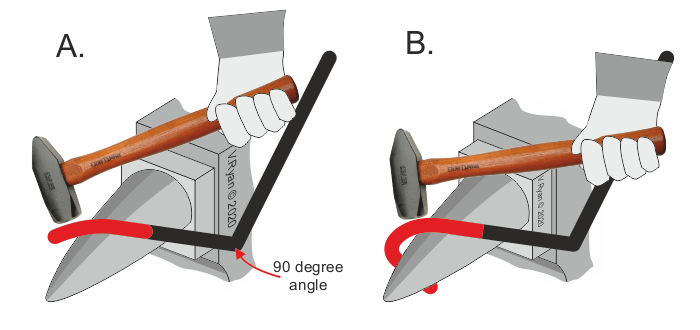
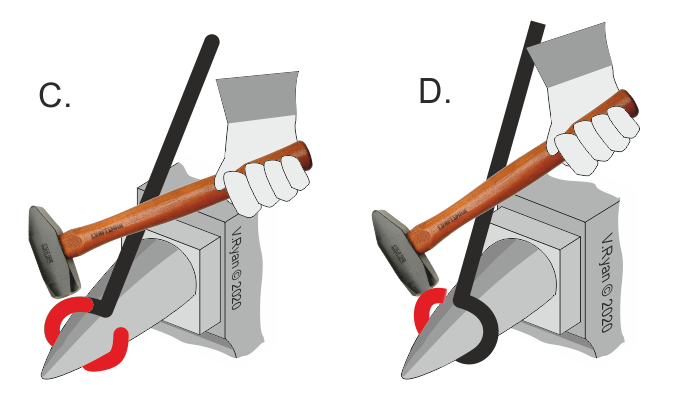
| Using chalk, mark the distance down the steel and bend the steel to 90 degrees at this point. Heat the steel in a forge, until the area to be formed displays ‘red / yellow’ heat. There is no need to heat the entire ‘bend’, as the eye is formed slowly, progressively heating the steel, in the area to be forged by the Blacksmith’s hammer. The eye is slowly ‘hammered’, as shown in diagrams A,B, C and D. Reheating of the steel takes place as the eye is formed. Keeping the steel at red / yellow heat during the forging process, is important. If the temperature is too ‘low’, the steel will require far too much hammering, damaging the deforming the surface of the steel. |
|
|
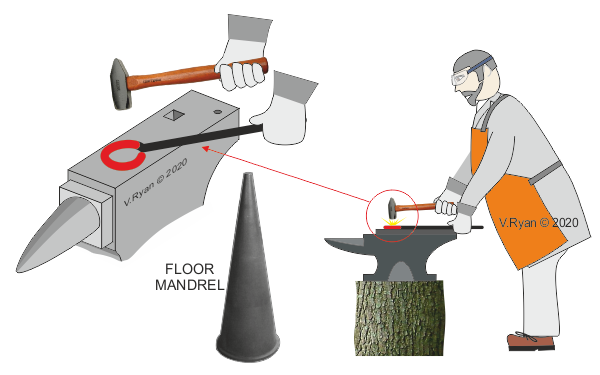
| It may be necessary to place the ‘eye’ on the face of the anvil, in order to flatten it. Forming an ‘eye’, over the bick, can lead to the eye being slightly distorted. Finishing the process on the face of the anvil can remove any unwanted distortion. A floor mandrel can also be used, for accurately truing up rings and hoops of this type. |
|
| FORGING SIMPLE CURVES |
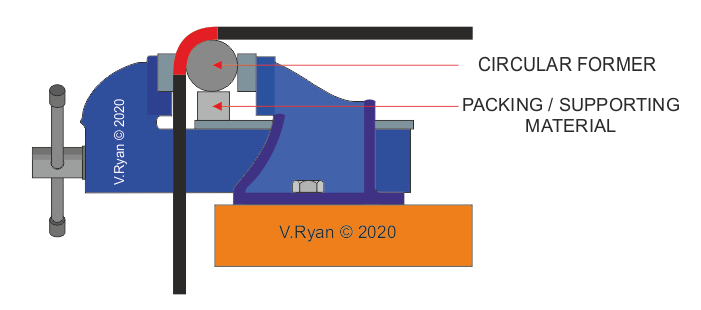
| Simple curves can be formed by heating the steel to red heat, in a forge or using a brazing hearth. The steel is then placed in a vice and forced round a circular former. Cold forming is possible when ‘thinner’ sections are being formed. A leg vice can be used for this process, if large sections of steel are being formed. |
|
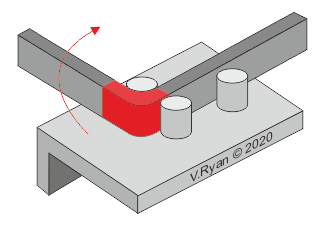
| This former / jig, manufactured from angle iron, is held securely in an engineers vice. The steel to be formed is heated by a brazing hearth or in a forge. It is then transferred to the former and a little pressure applied, forming the ‘bend’. |
|
| CLICK HERE FOR EQUIPMENT AND PROCESSES INDEX PAGE |
|