The dowel rod has a small flat cut into it.

When the pattern is removed the full recess into which the molten pewter will be poured can be seen.
Any lose sand can usually be removed by carefully blowing the particles away.
| CLICK HERE FOR INDEX PAGE | ||
| PEWTER, SMALL SCALE CASTING PROJECT - 4 | ||
| V. Ryan © 2007 - 2009 | ||
| 15. A small piece of dowel rod is used to make an
indentation at the top of the letter. This is to allow the molten pewter
to flow into the space left when the letter is removed. The dowel rod has a small flat cut into it. |
|
|
| The diagram opposite shows the recess made by the dowel. | |
|
| 16. The letter is removed using a steel bar. As the
letters are magnetic they can be withdrawn from the sand quite easily.
Sometimes the pattern needs to be encouraged to come out of the sand.
Slight tapping of the letter side to side usually works well. When the pattern is removed the full recess into which the molten pewter will be poured can be seen. Any lose sand can usually be removed by carefully blowing the particles away. |
|
|
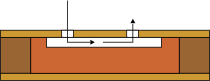
| 17. The MDF board is placed on top of the sand mould. One of the holes should line up with the recess created by the dowel rod. This will allow the molten pewter to flow into the main part of the recess when it is poured. | |
|
| 18. The pewter is heated on a brazing hearth. The fire bricks are arranged around the ladle to concentrate the heat of the flame. The pewter should become molten very quickly. | ||
|
||
| 19. The molten pewter is then poured. The casting box should be placed on dry sand. If any of the molten pewter flows beyond the casting box the dry sand will protect the table below and catch the sand before it reaches a cold surface. | ||
|
||
| The molten pewter is poured through one sprue hole and rises up the other. | |
|
| CLICK HERE FOR NEXT PEWTER CASTING PAGE | ||
| CLICK HERE FOR EQUIPMENT AND PROCESSES INDEX PAGE | ||
|
|