| CLICK HERE FOR INDEX PAGE |
| |
CUTTING INTERNAL SCREW THREADS BY HAND - USING ‘TAPS’
AND A TAP HOLDER / WRENCH |
| V.Ryan © 2019 |
| |
| PDF FILE - CLICK HERE FOR PRINTABLE WORKSHEET |
| |
Small diameter internal threads can be cut by hand, using a tap holder / wrench. The tap is manufactured from high speed steel. Cheaper versions are manufactured from carbon steel. In both cases they are hardened, in order to withstand the thread cutting they will endure, throughout their usable life time.
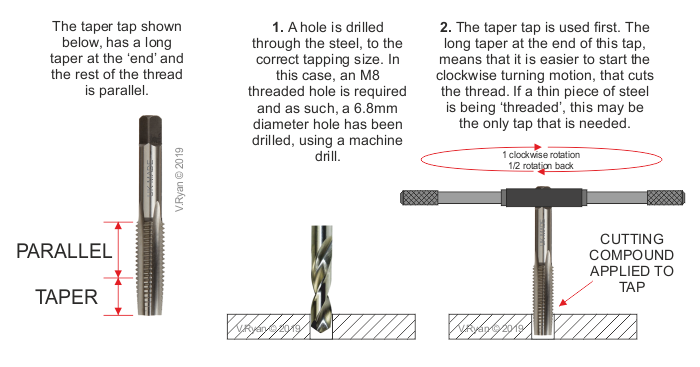
The purpose of the ‘tap’, is to cut a thread into a ‘hole’, that has been accurately drilled to a specific size. For example, a 5mm hole can be ‘tapped’ for a M6 (metric) thread. A 6.8mm diameter hole can be ‘tapped’ for a M8 screw thread. This varies and depends on whether a coarse of fine thread is required.
Taps are normally bought as a set of three (see below). The ‘taper’ tap is the most used, as it will cut a thread through a hole. If a thread is required in a ‘blind’ hole (a hole NOT drilled all the way through), the taper tap is used first, followed by the ‘intermediate’ tap and finally the ‘plug’ tap. Using all three taps on a blind hole, ensures the thread is cut almost to the bottom of the hole. |
| |
|
|
|
 |
| |
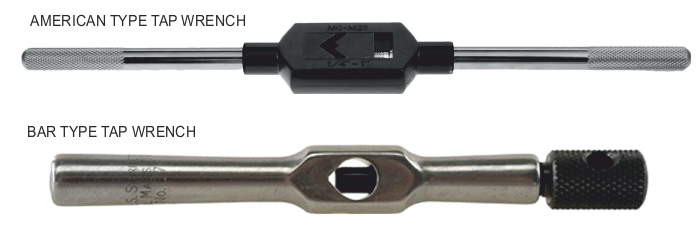
| When ‘tapping’ an internal hole, a tap wrench / holder is required. Two typical types are seen below. The tap is secured at the centre of the wrench, which has jaws that tighten on the square section shank. This means that the tap wrench should not slip, when being rotated during use. |
| |
 |
| |
|
|
| |
 |
|
This chuck type tap wrench tightens on the shank of the tap, in the same way as a drilling machine chuck. In this case, it is tightened by hand pressure only. |
| |
| THREADING A HOLE WITH A SET OF TAPS |
| |
| When cutting the thread, the taper tap is placed in the wrench. The ‘taper’ end of the tap is placed in the hole. The wrench is turned clockwise for a full rotation and then half a turn in an anticlockwise rotation. This clears debris from the hole being threaded. NOTE: It is recommended that ‘cutting compound’, such as Trefolex, is applied to the taper of the tap. This lubricates the tap, making cutting much easier and smoother. |
|
 |
| |
|
|
| |
 |
| |
| A ‘blind hole’, will need to be cut using the taper tap first, followed by the intermediate tap and finally the plug tap. It is important to use cutting compound, during this procedure. |
| |
 |
| |
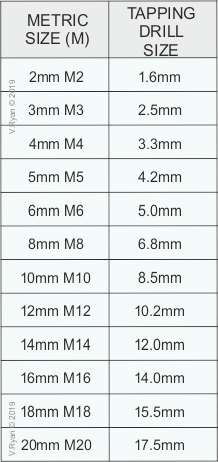
| MOST COMMON METRIC TAPPING DRILL SIZES |
| |
 |
| |
| CLICK HERE FOR EQUIPMENT AND PROCESSES INDEX PAGE |
| |
|
| |
|